扭转弹簧自由长度_扭转弹簧计算
1.油锯启动盘弹簧大小怎么看的
2.大家知道常用的弹簧参数有哪些吗?
3.压缩弹簧计算基本认知
4.弹簧处理工艺 复位弹簧工作原理
各种类型弹簧有效圈数的详细计算方法:
有效圈数是指弹簧能保持相同节距的圈数。弹簧有效圈数=总圈数-支撑圈,具体根据结构进行计算。
1、对于拉伸弹簧,有效圈数n=总圈数n1,当n>20时圆整为整数圈,当n<20时圆整为半圈。?
2、对于压缩弹簧,有效圈数n=总圈数n1-支撑圈数n2,n2可查表获得。尾数应为1/4、1/2、3/4、或整圈。
我们的通俗算法是压簧总圈数减掉上下接受接触不会产生变形的圈数,一般减2圈;扭簧和拉簧的有效圈数就是总圈数。
弹簧是一种利用弹性来工作的机械零件。用弹性材料制成的零件在外力作用下发生形变,除去外力后又恢复原状。亦作“ 弹簧 ”。一般用弹簧钢制成。弹簧的种类复杂多样,按形状分,主要有螺旋弹簧、涡卷弹簧、板弹簧、异型弹簧等。
注意问题
由于受产品结构限制,多股簧一般具有强度高、性能好的特点。要求其材料在弹簧强度和韧性上对最终性能予以保证。多股簧在加工过程中,应注意的是:
1、支承圈根据产品要求可选用冷并和热并两种方法。用热并方式不允许将簧加热至打火花或发白,硅锰钢温度不得高于850℃。支承圈与有效圈应有效接触,间隙不得超过圈间公称间隙的10%
2、多股簧特性可由调整导程决定,绕制时索距可进行必要调整。拧距可取3~14倍钢丝直径,但一般取8~13倍为佳。其簧力还与自由高度、并端圈、外径及钢丝性能等有密切关系,可通过调整其中某项或几项予以改变。
3、不带支承圈的弹簧和钢丝直径过细的弹簧不应焊接簧头,但端头钢索不应有明显的松散,应去毛刺。凡需焊接头部的多股簧,其焊接部位长度应小于3 倍索径(最长不大于10毫米)。加热长度应小于一圈,焊后应打磨平滑,气焊时焊接部位应进行局部低温退火。
4、弹簧表面处理一般进行磷化处理即可,也可进行其它处理。凡要进行镀层为锌与镉时,电镀后应进行除氢处理,除氢后抽3%(不少于3件)复试立定处理,复试中不得有断裂。弹簧应清除表面脏物、盐痕、氧化皮,方法可用吹砂或汽油清洗的办法,但不能用酸洗。
5、重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。
参考资料:
油锯启动盘弹簧大小怎么看的
弹簧规格一般包括:
线径:螺旋弹簧的主要特性关键在于线径大小。
外径:量取螺旋弹簧的外径比较方便,也容易识别尺寸。
圈数:总圈数,有效圈数,闭合端圈数;螺旋弹簧能承受对外之反作用力,一部份取决于圈数多寡。
节距(导程):一圈螺旋弹簧线的头、尾两端在轴线上的变动距离。( ?一般只有制作压缩弹簧时才会在意此值,弹簧使用者无须规定它的距离多少)
自由长度:拉伸、压缩弹簧两端没有被施加任何外力时的长度值。一般而言自由长度无关弹簧功能,除非两端闭合处经过研磨加工,否则都允许有较宽松的公差范围,或不做尺寸上的严格要求。
作用长度:螺旋弹簧被压缩或拉伸到某固定长度时,应该有的反作用力量值,才能让搭配之物品发挥效用。
自由角度:扭转弹簧的两支脚没有被施加外力旋转时的角度值。一般而言,扭转弹簧两支脚之间形成的角度在自由状态时不易完全相同,除非特殊场合须要否则都不被要求,或允许有较宽松的公差范围。
作用角度:扭转弹簧两端被施以不同方向扭转到某固定角度时,应该有的反作用负荷力值与扭力值,才能让搭配之物品发挥效用。
弹簧常数:拉伸、压缩螺旋弹簧的轴向于承受外力变形时,在每一个单位长度产生的反作用力。或扭转弹簧的径向承受外力旋转时,在每一个单位角度产生的反作用力。(在长度为横坐标与作用力为纵坐标的相对应图形中,交叉点几乎是连接成一条直线。)
长度单位:一般用mm ?(毫米),欧美习惯用inch ?(英吋)。
负荷单位:标准的力量称呼单位是以N ?(牛顿), ?或一般习惯用 ?Kgf ?(公斤力) ?gf(公克力)。
大家知道常用的弹簧参数有哪些吗?
1、首先,弹簧规格的表示方法线径外径*自由长度*总圈数。
2、其次,拉伸弾簧一股只在规格体现出:线径*外径*簧身长度(或者含拉钩的总长度)。
3、最后,扭转弹簧一股只在规格体现出:线径外径*圈数。
压缩弹簧计算基本认知
弹簧的基础常识,对于从事弹簧行业的人都是非常有用的知识,下面我们来介绍一下。弹簧各部分名称及尺寸关系:
1、谈弹簧丝直径d:制造弹簧的钢丝直径。
2、弹簧外径D:弹簧的最大外径。
3、弹簧内径D1:弹簧的最小外径。
4、弹簧中径D2:弹簧的平均直径。它们的计算公式为:D2=(D+D1)÷2=D1+d=D-d。
5、支撑圈数n2:为了使弹簧在工作时受力均匀,保证轴线垂直端面、制造时,常将弹簧两端并紧。并紧的圈数仅起支撑作用,称为支撑圈。一般有1.5T、2T、2.5T,常用的是2T。
6、有效圈数n:弹簧能保持相同节距的圈数。
7、总圈数n1:有效圈数与支撑圈的和。即n1=n+n2。
8、自由高H0:弹簧在未受外力作用下的高度。由下式计算:H0=nt+(n2-0.5)d=nt+1.5d(n2=2时)。
9、螺旋方向:有左右旋之分,常用右旋,图纸没注明的一般用右旋。
弹簧的规定画法:
有效圈数在4圈以上的弹簧,可只画出其两端1~2圈(不含支撑圈)。中间用通过弹簧钢丝中心的点画线连起来。
2、在平行螺旋弹簧线的视图上,各圈的轮廓线画成直线。
3、在图样上,当弹簧的旋向不作规定时,螺旋弹簧一律画成右旋,左旋弹簧也画成右旋,但要注明“左”字,M螺旋方向:有左右旋之分,常用右旋,图纸没注明的一般用右旋。⑿弹簧旋绕比:中径D与钢丝直径d之比。
?弹簧处理工艺 复位弹簧工作原理
我们都知道压缩弹簧就是承受压力的螺旋弹簧,它一般用料的截面基本都是圆形。压缩弹簧一直广泛用于我们的生活,不管是一些大型的设备或者小型的设备,都基本用上了压缩弹簧。那么知道一些关于压缩弹簧计算的知识,是不是对于我们的生活有着许多的便利了。因为圆形弹簧使用较多,所以就简单为大家介绍一下关于圆形压缩弹簧计算的知识。下面和小兔一起去学习一下吧。
圆柱螺旋弹簧根据工作时受力不同又可分为:压缩弹簧,拉伸弹簧和扭转弹簧。此次扫盲我们只介绍圆柱螺旋弹簧。
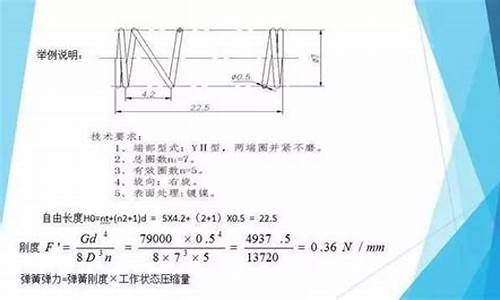
圆柱螺旋压缩弹簧各部分名称及尺寸关系
此图为圆柱螺旋压缩弹簧各部分尺寸,图中尺寸的意义如下
1.?簧丝直径d?弹簧的钢丝直径(俗称线径或线径)
2.?弹簧外径D?弹簧的最大直径(俗称大径,也有的公司用OD来表示外径,知道就好,不要学这种坏习惯)?3.?弹簧内径D1弹簧的最小直径(俗称小径,也有的公司用ID来表示内径,知道就好,不要学这种坏习惯)
4.?弹簧中径D2弹簧的平均直径(俗称中心径,也有的公司用Dcen来表示外径,知道就好,不要学这种坏习惯)?5.?节距t?除两端支撑圈外,弹簧上相邻两圈在相对应两之间的轴向距离?6.?弹簧圈数?弹簧圈数共有三种,即有效圈数n,支撑圈n2,和总圈数n1.?7.?自由高度H0?弹簧在不受外力时的高度(或长度),H0=nt+(n2-0.5)d
当然弹簧的参数远远不只这些,像一些疲劳特性计算,有效寿命的计算,?载荷与变形屈服曲线,弹簧刚度有限元分析等,在扫盲班中就不做解释了,放在后面提高班中再介绍。
接下来简单介绍一下弹簧的加工艺:
我们常用碳素弹簧钢、合金弹簧钢、不锈弹簧钢以及铜合金、镍合金和橡胶等材料来制作弹簧。弹簧的制造方法有冷卷法和热卷法。弹簧丝直径小于8毫米的一般用冷卷法,大于8毫米的用热卷法。有些弹簧在制成后还要进行强压或喷丸处理,可提高弹簧的承载能力。
我们回到正题,讨论一下此次扫盲题的分析及计算:?首先我们要搞清楚弹簧的刚度计算公式~?弹簧刚度值我们用K来表示,单位是N/mm2
K=G*d^4/8*d2^3*n?其中G是指材料的切变模量(俗称弹性系数),此数据一般可通过查表获得,也可以要求供应厂商提供材料物性表获得.常见的像SUS631,SUS316,SUS304,SUS302等为70000N/mm2?弹簧刚,65Mn等等约为80000N/mm2~
求得K值后后,我们还需获得弹簧的作用长度L值,此长度由我们设计者来设计确定。
作用长度指弹簧的预压长度+作用行程长度之和?如一个弹簧由10压缩至6,那么它的作用长度则为4.如果还有预压高度,也要一并算入作用长度。?最后弹簧作用力P值为:P=K*L
具体的计算过程小兔就不多讲了,毕竟大家都不是小学生了,?而所有制造压缩弹簧中,只要没有严格的标准,只要是符舍设计要求的制造都是可行的。我们可以随意改变弹簧线径,有效圈数,自由高度,内径等参数来调整弹簧作用力。但是对于一些严格要求的设备就不行了。?好了,所有的介绍就到这里了,希望可以帮助大家,让大家收获一份知识。
弹簧处理工艺
弹簧处理工艺
1 整定处理 Setting
又称“立定处理”。将热处理后的压缩弹簧压缩到工作极限载荷下的高度或压并高度(拉伸弹簧拉伸到工作极限载荷下的长度,扭转弹簧扭转到工作极限扭转角),一次或多次短暂压缩(拉伸、扭转)以达到稳定弹簧几何尺寸为主要目的的一种工艺方法。 2 加温整定处理 Hot-setting
又称“加温立定处理”。在高于弹簧工作温度条件下的立定处理。
3 强压处理 [Compressive] pre stressing
将压缩弹簧压缩至弹簧材料表层产生有益的与工作应力反向的残余应力,以达到提高弹簧承载能力和稳定几何尺寸的一种工艺方法。
4 加温强压处理 Hot-[compressive] prestressing
在高于弹簧工作条件下进行的强压处理
5 强拉处理 [tension] prestressing
将拉伸弹簧拉伸至弹簧材料表面产生有益的与工作应力反向的残余应力,以提高弹簧承载能力和稳定其几何尺寸的一种工艺方法。
6 加温强拉处理 Hot [tension] prestressing
在高于弹簧工作温度条件下进行的强拉处理
7 强扭处理 [torsion] prestressing
将扭转弹簧扭转至弹簧材料表层产生有益的与工作应力反向的残余应力,以提高弹簧承载能力和稳定其几何尺寸的一种工艺方法。
8 加温强扭处理 Hot [torsion]prestressing
高于弹簧工作温度条件下进行的强扭处理。
几种常见弹簧介绍
压缩弹簧(Compression Spring) 乃各圈分绕,因能承受压力,两端可为开式或闭式或绕平或磨平。下述为一压缩弹簧必要资料:
(1) 控制直径(Controlling diameter)(a)外径、(b)内径、(c)所套管之内径、(d)所穿圆杆之外径。
(2) 钢丝或钢杆之尺寸(Wire or bar size)。
(3) 材料(种类及等级)。
(4) 圈数:(a)总圈数及(b)右旋或左旋。
(5) 末端之形式(Style of ends)。
(6) 在某一挠区长度下之负荷。
(7) 一寸至几寸长度变化范围内之负荷比率。
(8) 最大体高“自由长”(Maximum solid height)。
(9) 运用时之最小压缩高。
压缩弹簧(Compression Spring)乃变体弹簧第一种,由直筒型、锥形至缩、凸腰形,乃至各种尾端之变体,均可依设计成型。
压缩弹簧(Compression Spring)为所有弹簧种类中最被广泛运用的一种,产品运用范围广及电子、电机、计算机、信息、汽机车、自行车、五金工具、礼品、玩具、乃至国防工业,因其设计与原理易于掌握,制造控制也最为单纯。
拉伸弹簧(Extension Spring)
乃各圈紧密围绕,以使其能受力而拉长,各端绕一环圈(Loop),下述为一拉伸弹簧之必要资料:
(1) 自由长度:(a)总长度、(b)全部圈长、(c)自钩圈内之长度。
(2) 控制直径:(a)外径、(b)内径、(c)所套管之内径。
(3) 钢丝尺寸“线径”。
(4) 材料(种类、等级)。
(5) 圈数:(a)总圈数及(b)右旋或左旋。
(6) 末端之形式。
(7) 钩内之负荷。
(8) 负荷率、挠曲度、每寸磅数。
(9) 最大拉伸长度。
拉伸弹簧(Extension Spring)乃典型之弹簧即弹簧之代表,由直筒形至各种变体,乃至挂钩之各种形状均能依设计成型。
拉伸弹簧(Extension Spring)为压缩弹簧之反向运用,运用范围大致较无具体产品类别,但操作控制较压缩弹簧高一级。
扭转弹簧(Torsion Spring)
各圈或是紧密围绕或是分开围绕,俾能适任扭转负荷(与弹簧轴线成直角)。弹簧之末端可绕成钩状或直扭转臂。下述为一扭转弹簧之必要资料:
(1) 自由长度。
(2) 控制直径:(a)外径、(b)内径、(c)所套管之内径,或(d)所穿越圆杆之外径。
(3) 钢丝尺寸“线径”。
(4) 材料(种类及等级)。
(5) 圈数:(a)总圈数及(b)右旋或左旋。
(6) 扭转力:偏转至某一角度之磅数。
(7) 最大挠度(自由位置算起之角度)。
(8) 末端之形式。
扭转弹簧(Torsion Spring)乃变体弹簧之极至,由单扭至双扭,乃至各种扭杆之变形,得依设计成型。
扭转弹簧(Torsion Spring)为所有弹簧类别中设计原理较为复杂的一种,型式的变化亦相当活泼,故设计时所涉及的理论也最为烦索。因此设计时亦较难掌握。
极细微弹簧
适用于精密电子组件。
此类弹簧线径在0.15mm~0.06mm之间,加上线径与各部尺寸均在1mm左右,故调试机具相当之难度与技术,一般运用范围为精密电子元器件或精密仪器、钟表等。
卷簧
可应用于卷尺、汽车起动马达、收纳线盒等。
卷簧又名(发条)其运用类似扭簧,但因其具有高扭力,与多角度之扭转力距故运用于长时间作功之机构,具有不易疲劳之特性。其运用类别大致可归类为卷尺、汽车起动马达、收纳线盒等。 弹片类
依材料之特性应用于不同环境之作动机构。
我们备用与车床不同原理之技术成型机,能克服冲床所难成型的料件。且相对具模具费低廉之优势,故广为客户接受。
勾环类
可依客户之设计应用在不同机构的固定或辅件
材质运用大致与弹簧类相一致,该类产品一般为客户依其需要作不同形状的设计,一般都作为辅件或机构件之固定。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。