扭力弹簧扭力大小因素有哪些:弹簧扭力怎么算_扭转弹簧力矩计算公式
1.转矩,力矩,功率,扭矩是什么概念,他们4者之间什么关系?
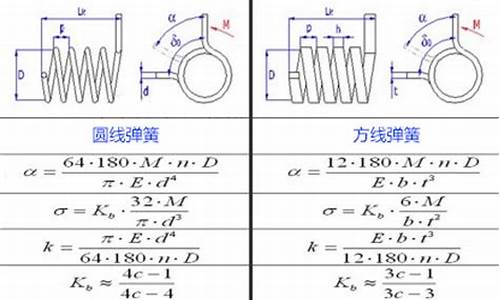
2.有没有这么一个公式
3.各种类型弹簧有效圈数的详细计算方法
扭力和公斤不能换算。
扭矩在物理学上应称为扭力、转动力矩。扭力的定义是垂直方向的力乘上与旋转中心的距离,公制单位为牛顿-米(N)。而公斤为1kg,用牛顿表示为:1N=1kg*m/s2。所以1公斤为10N。由此牛顿是力的单位,而扭矩为单位距离力的单位,所以扭力和公斤不可换算。
在测材料的扭转刚度或扭转模量等力学量时,在以扭转方式测材料动态力学性能时,都需对试样施加扭力。特别在动态力学的许多测量仪器上,因为比较容易实现自由振荡或强迫振荡的扭力施加形式,所以用是比较广泛的。如扭摆分析仪、扭辫分析仪、旋转流变仪等对试样都是施加的扭力。
扩展资料
重力加速度在SI单位制中的计量单位是米/秒^2。在相对重力测量中,米/秒^2和伽都太大,故实践中用的单位是g /G(重力单位)和毫伽,1 g/G =10^-6米/秒^2,1毫伽=10^-3伽=10 g 。
由于g随纬度变化不大,因此国际上将在纬度45°的海平面精确测得物体的重力加速度g=9.80665米/秒^2作为重力加速度的标准值。在解决地球表面附近的问题中,通常将g作为常数,在一般计算中可以取g=9.80米/秒^2。
百度百科-扭力
转矩,力矩,功率,扭矩是什么概念,他们4者之间什么关系?
弹簧在压缩时会转动的原因是由于扭转力矩的作用。当你用力压缩弹簧时,弹簧的螺旋形状会导致扭转力矩的产生。这是因为弹簧的每个螺旋都受到不同的压力,导致螺旋之间产生相对扭转的力。这个扭转力矩会使得弹簧在压缩过程中发生旋转。
具体来说,当你用力压缩弹簧时,弹簧的螺旋会受到扭转力矩的作用,使得螺旋相对于弹簧轴线发生旋转。这是因为螺旋的形状使得每个螺旋都受到不同的压力,导致相邻螺旋之间产生相对扭转的力。这个扭转力矩会使得弹簧在压缩过程中发生旋转。
需要注意的是,弹簧的转动并不是所有情况下都会发生,它取决于弹簧的设计和施加的压力方式。如果施加的压力是均匀的,并且弹簧的设计使得扭转力矩足够大,那么弹簧在压缩时就会发生转动。但如果施加的压力不均匀或者弹簧的设计不利于转动,那么弹簧可能不会转动。
有没有这么一个公式
对于电动机,转矩与功率的关系式是T=9549×P/n(P—功率KW;n—转速,转/分),22KW8级的转矩大于37KW2级电机。转矩大代表了力与力到轴心的距离乘积大,当距离相同时,转矩大的力也大,如同你说的,有劲。扭矩在某种意义上是与转矩相同的,但扭矩这个词经常用于刚性体或一个运动件与一个非运动件间具有较大运动阻力的状态。
各种类型弹簧有效圈数的详细计算方法
有这个公式!
是在电流表里面的
nBIS是电流形成的力矩,其中n是线圈匝数,B是磁感应强度,I是通过线圈的电流,S是线圈的面积(如上楼)
k是弹簧的弹性系数(弹力与扭转的角度成正比) θ是线圈与平面成的角度
这个公式表明了电流表指针的偏转角度与通过的电流成正比
各种类型弹簧有效圈数的详细计算方法:
有效圈数是指弹簧能保持相同节距的圈数。弹簧有效圈数=总圈数-支撑圈,具体根据结构进行计算。
1、对于拉伸弹簧,有效圈数n=总圈数n1,当n>20时圆整为整数圈,当n<20时圆整为半圈。?
2、对于压缩弹簧,有效圈数n=总圈数n1-支撑圈数n2,n2可查表获得。尾数应为1/4、1/2、3/4、或整圈。
我们的通俗算法是压簧总圈数减掉上下接受接触不会产生变形的圈数,一般减2圈;扭簧和拉簧的有效圈数就是总圈数。
弹簧是一种利用弹性来工作的机械零件。用弹性材料制成的零件在外力作用下发生形变,除去外力后又恢复原状。亦作“ 弹簧 ”。一般用弹簧钢制成。弹簧的种类复杂多样,按形状分,主要有螺旋弹簧、涡卷弹簧、板弹簧、异型弹簧等。
注意问题
由于受产品结构限制,多股簧一般具有强度高、性能好的特点。要求其材料在弹簧强度和韧性上对最终性能予以保证。多股簧在加工过程中,应注意的是:
1、支承圈根据产品要求可选用冷并和热并两种方法。用热并方式不允许将簧加热至打火花或发白,硅锰钢温度不得高于850℃。支承圈与有效圈应有效接触,间隙不得超过圈间公称间隙的10%
2、多股簧特性可由调整导程决定,绕制时索距可进行必要调整。拧距可取3~14倍钢丝直径,但一般取8~13倍为佳。其簧力还与自由高度、并端圈、外径及钢丝性能等有密切关系,可通过调整其中某项或几项予以改变。
3、不带支承圈的弹簧和钢丝直径过细的弹簧不应焊接簧头,但端头钢索不应有明显的松散,应去毛刺。凡需焊接头部的多股簧,其焊接部位长度应小于3 倍索径(最长不大于10毫米)。加热长度应小于一圈,焊后应打磨平滑,气焊时焊接部位应进行局部低温退火。
4、弹簧表面处理一般进行磷化处理即可,也可进行其它处理。凡要进行镀层为锌与镉时,电镀后应进行除氢处理,除氢后抽3%(不少于3件)复试立定处理,复试中不得有断裂。弹簧应清除表面脏物、盐痕、氧化皮,方法可用吹砂或汽油清洗的办法,但不能用酸洗。
5、重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。
参考资料:
百度百科:弹簧声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。